
楓樺木運(yùn)動(dòng)地板

柞木運(yùn)動(dòng)地板

楓木運(yùn)動(dòng)地板

松木運(yùn)動(dòng)地板
單層龍骨結(jié)構(gòu)
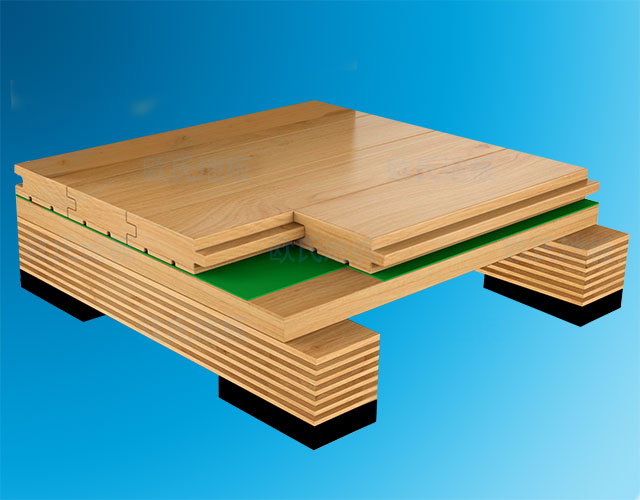
主副龍骨結(jié)構(gòu)

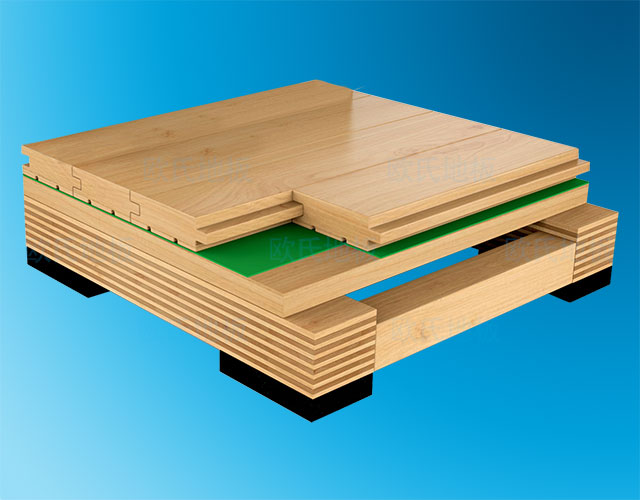
雙層層龍骨結(jié)構(gòu)

雙層龍骨結(jié)構(gòu)45°斜鋪


籃球館木地板

羽毛球館木地板

排球館木地板

劇院舞臺(tái)木地板

健身房木地板

乒乓球館木地板
懸浮拼裝地板產(chǎn)品在生產(chǎn)加工過(guò)程中出現(xiàn)翹曲與過(guò)量收縮通常是由于制品設(shè)計(jì)不善、澆口位置不好以及注塑條件所致。高應(yīng)力下取向也是因素。下邊歐氏地板小編談?wù)勗鯓涌朔谏a(chǎn)http://www.fc9999.cn/拼裝地板時(shí)出現(xiàn)的翹曲與收縮問(wèn)題的原因及解決方案:

(1)注塑問(wèn)題:
①加長(zhǎng)注射周期間時(shí);②不過(guò)量充模下增大注射壓力;③不過(guò)量充模下實(shí)木運(yùn)動(dòng)地板結(jié)構(gòu)加長(zhǎng)注射時(shí)間;④不過(guò)量充模下加長(zhǎng)全壓時(shí)間;⑤不過(guò)量充模下增加注射量;⑥降低物料溫度以減少翹曲;⑦使充模物料保持**小限度以減少翹曲;⑧使應(yīng)力取向保持**小以減少翹曲;⑨增大注射速度;減慢頂出速度;制件退火;制件在定型架上冷卻;使注射周期正常。
(2)模具問(wèn)題:
①改變澆口尺寸;②改變澆口位置;③增加輔助澆口;④增加頂出面積;⑤保持頂出均衡;⑥要有足夠的排氣;⑦增加壁厚加強(qiáng)制件;⑧增加加強(qiáng)筋及圓角;⑨校對(duì)模子尺寸。
懸浮拼裝式地板翹曲與過(guò)量收縮對(duì)物料和模具溫度來(lái)說(shuō)是一對(duì)矛盾。http://www.fc9999.cn/物料溫度高,制品收縮小,但翹曲大,反之制品收縮大、翹曲小;模具溫度高,制品收縮小,但翹曲大,反之制品收縮大、翹曲小。因此,必須視制品結(jié)構(gòu)不同解決其主要矛盾。
動(dòng)木地板-地板結(jié)構(gòu)")
雙層LVL龍骨運(yùn)動(dòng)木地板-地板結(jié)構(gòu)
業(yè)舞蹈型木地板-地板結(jié)構(gòu)")
三層龍骨專(zhuān)業(yè)舞蹈型木地板-地板結(jié)構(gòu)
構(gòu)運(yùn)動(dòng)木地板-地板結(jié)構(gòu)")
板式龍骨結(jié)構(gòu)運(yùn)動(dòng)木地板-地板結(jié)構(gòu)
 13716001635
13716001635